第一节 概述
一、长度单位和定义
目前,我国采用的长度单位与国际单位制是一致的,即以国际单位制的基本单位之一“米”作为我国法定的长度计量单位。“米(m)”的定义为:1m是光在真空中宇1/299792458s的时间间隔内所经历的路程的长度。
二、 长度量值传递系统
为保证长度量值的统一和准确,必须把测得的尺寸与基准长度联系起来,这种联系渠道称为量值传递系统。
我国用激光波长复现米以后,通过拍频法和波长比较法传递到用于检定工作的谱线,然后用绝对光波干涉法分别传递至线纹尺和量块两种实物基准,再按此两大系统逐级传递到相应级别的测量仪器和量具,最终传至被测工件。
三、长度测量的标准量
测量是将被测量与标准量进行比较的过程。标准量是体现测量单位的某种物质形式,它具有较高的精确度和稳定性。标准量与被测量是相对的,实际测量中的标准量在被检定时为被测量,经过较高精度检测也可以作为大批量的标准量。
长度测量中常用的标准量有:
1. 光波波长:由激光光源、氪86光源、单色光光源或经过处理得到的光波波长时精度很高的标准量。它常被用于高精度测量仪器和对其他较低精度标准量的检定。由于它实现自动瞄准和动态读数,所以常用于动态测试仪器和智能仪器。
2. 量块的长度:量块是长度测量中应用最广的实物基准之一。国家标准对量块的材料、形状、表面粗糙度以及量块中心长度的制造精度和检定精度等均有严格的规定。
量块属于单值量具,每一块量块仅体现一个标准长度,利用量块的研合特性,可用若干不同尺寸的量块组合成所需的尺寸。
3. 光栅与容栅的栅距、磁栅的节距和感应同步器的线距:光栅、容栅、磁栅、感应同步器均为近代发展起来的新型长度测量标准器件。它们均可实现测量系统数字化和自动化,并可在测量过程中实现实时控制和修正,所以它们广泛用于智能型的动态和静态测量仪器以及各类加工机械。
① 光栅的示值精度较高,但对测量环境要求较苛刻,特别是对温度及油污、灰尘较敏感;
② 感应同步器抗干扰能力强,对使用环境的要求较低;
③ 磁栅易受外界磁场的影响,应注意屏蔽;
④ 容栅有中等精度的产品,也有较高精度的品种,与光栅、磁栅等相比,它具有体积小、抗干扰能力强、造价低、耗电省和环境适应性强等特点;
传统的长度标准量体现形式还有线纹尺的刻线间距以及精密丝杠的螺距等。
Ⅰ 线纹尺大多仍需要人工瞄准读数,多用于静态测量仪器;
Ⅱ 精密丝杠能实现自动瞄准和控制,常用于智能仪器和数控机床;
四、阿贝原则
长度测量的基本原则(阿贝原则)要求:长度测量时,被测量的尺寸线段应与标准量的尺寸线段重合或在其延长线上。
测量过程若能按阿贝原则的要求进行,可不考虑仪器导轨直线度误差对测量结果的影响,否则必须采取措施,减小因不遵守阿贝原则而引起的阿贝误差的影响。
五、长度测量的环境标准要求
测量环境的温度、湿度、气压、振动等因素均会引起测量值的变化。因此,某被测量的测量结果应该是相对于标准测量环境(环境温度为20℃,相对湿度在50%~60%之间,气压为0.1MPa,测量装置远离振源等)而言的。若测量环境不处于标准状态,则应考虑环境因素引起的测量误差,或进行修正,或计入测量不确定度。
第二节 长度尺寸的测量
2. 用三坐标测量机测量孔与直线间的间距
三坐标测量机按精度可分为生产型和计量型。生产型测量机多用于车间或生产线,单轴的测量不确定度不高于 ,空间最大测量不确定度不高于
,空间最大测量不确定度不高于 ;计量型测量机主要在计量室和实验室使用,单轴的测量不确定度不低于
;计量型测量机主要在计量室和实验室使用,单轴的测量不确定度不低于 ,空间最大测量不确定度不低于
,空间最大测量不确定度不低于 。文中L表示被检的长度。
。文中L表示被检的长度。
随着科学技术的发展和加工制造水平的提高,测量机的测量不确定度也在不断减小,已出现一些超高精度的测量机,如1m量程的空间测量不确定度达到亚微米级别。
测量时,应选择精度匹配的测量机。一般测量时,测量机的测量不确定度应为被测工件尺寸公差带的1/5~1/3;对于精密测量,一般应为被测尺寸公差带的1/10~1/5,但测量超精密零件,由于尺寸公差特别小,因此允许测量不确定度达到尺寸公差的的1/3~1/2。
三坐标测量机有很多种结构形式,如移动桥式、固定桥式、龙门式、悬臂梁式等。坐标测量机最常用的标准件是长光栅,应用较广的是振幅型黑白投射光栅和反射光栅,其产生如图5-9(a)所示的横向莫尔条纹。
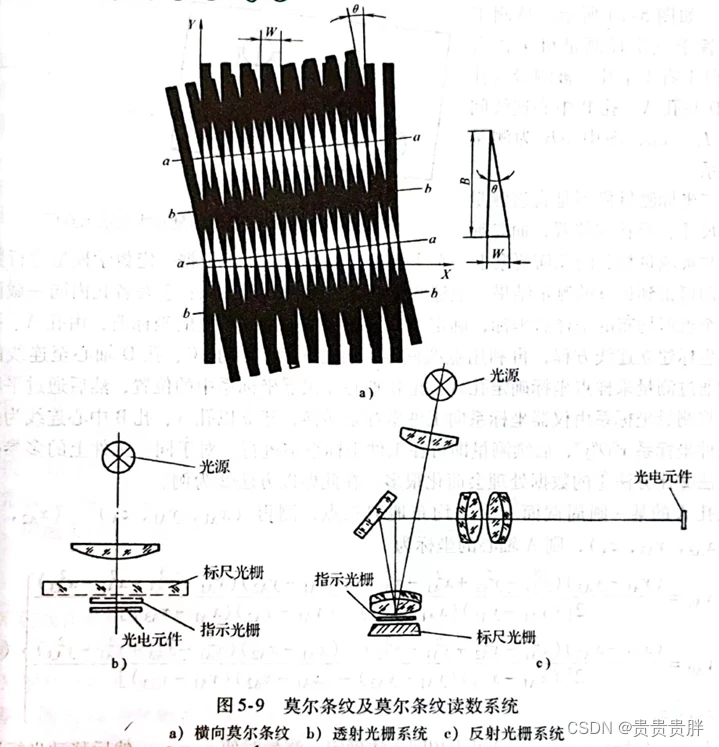
当指示光栅相对于标尺光栅位移一个栅距W时,由其产生的莫尔条纹也相应移动一个莫尔条纹节距B。当光栅副的θ角很小时,莫尔条纹节距 ,相对于栅距来说,有很大的放大倍数;另外虽然光栅和线纹尺都是刻线,但由于莫尔条纹是由大量(数百条)光栅刻线共同形成的,因此它对光栅的刻线误差具有平均作用,即刻线位置对光栅测量的影响比对用线纹尺测量小很多,所以光栅能实现很高的测量精度和很小的分辨率。
,相对于栅距来说,有很大的放大倍数;另外虽然光栅和线纹尺都是刻线,但由于莫尔条纹是由大量(数百条)光栅刻线共同形成的,因此它对光栅的刻线误差具有平均作用,即刻线位置对光栅测量的影响比对用线纹尺测量小很多,所以光栅能实现很高的测量精度和很小的分辨率。
理论上用三坐标测量机可测不经过定位调整的任何工件的任意参量,实现测量的关键是能建立被测参量与采样点坐标的关系模型。测量精度在很大程度上取决于建模精度,测量系统的功能和效率也受系统数据处理软件质量的影响。坐标测量的数据处理主要包含两个部分:
(1)建立工件坐标系:工件在三坐标机上可任意放置而不需要精确调整,所以测量的第一步即应根据工件基准面的方位,建立工件坐标系。后续测量均在工件坐标系中进行,可大大简化数据处理工作。建立工件坐标系的基本步骤为:
① 首先确定测量基准面、线或点在测量机坐标系中的位置;
② 再通过对坐标系作平移或旋转,将坐标面或坐标轴或坐标原点与基准面或基准线或基准点重合。
对同一被测工件而言,工件坐标系的方位不是唯一的,可根据测量项目建立不同的坐标系。在多任务测量过程中,可随时改变坐标系的位置,以适应不同测量项目的需要。
(2)由采样点的坐标值计算被测量:当采样点的坐标值完成了从测量机坐标系到工件坐标系的转换之后,建立计算被测量的数学模型就比较容易了。
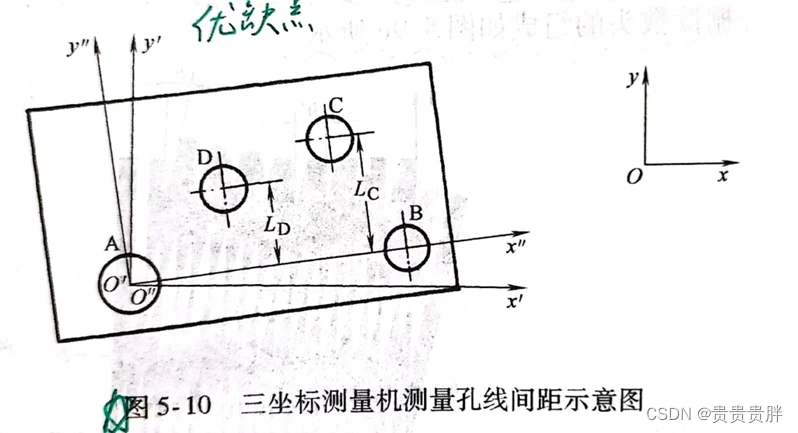
如图5-10,本例为测量工件上孔与直线间的间距。被测工件随意置于三坐标测量机工作台上,工件上有4个孔,被测量为孔C、孔D和孔A、孔B中心连线间的距离 ,图中xOy为测量机坐标系。
,图中xOy为测量机坐标系。
用三坐标测量机不是直接测量需测的尺寸、形状和位置,而是通过测量与被测量相关的集合要素上一个个采样点的坐标值,在依据一定数学模型进行数据处理,即可得到最终的测量结果。上述测量任务有两种处理方法:
① 在各孔内同一截面上测量三个近似均匀分布的采样点坐标,确定各孔轴心在仪器坐标系里的坐标值,由孔A、孔B的轴心坐标建立连线方程,再利用点线间距方程分别计算孔C、孔D轴心至连线的距离;
② 通过测量采样点坐标确定孔A、孔B轴心在仪器坐标系中的位置,然后通过平移和旋转可将测量坐标系由仪器坐标系向工件坐标系转换,建立以孔A、孔B中心连线为坐标轴的工件坐标系x''O''y'',后续测量即可在工件坐标系中进行。
对于同一工件上的多参数测量,方法②比方法①的数据处理会简化很多,在孔A的某一圆周截面上大致均匀地取三点,测得 ,由此可以求出A轴心的坐标
,由此可以求出A轴心的坐标 。孔B的轴心坐标
。孔B的轴心坐标 可用相同的方法确定,测量时使
可用相同的方法确定,测量时使 。然后移动坐标原点,使其与孔A轴心重合,设平移后的坐标系为x'O'y',则测量点在该坐标系中的坐标值为:
。然后移动坐标原点,使其与孔A轴心重合,设平移后的坐标系为x'O'y',则测量点在该坐标系中的坐标值为:
最后通过旋转使x轴与孔A、孔B轴心连线重合,即可得坐标系x''O''y''。